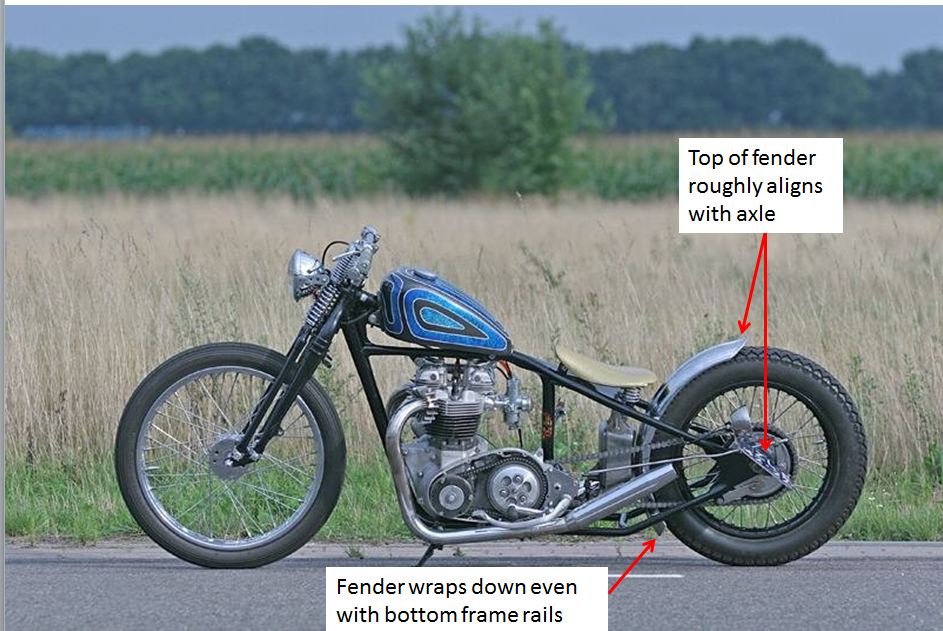
When I first tore the bike down, I was thinking I could use the rear fender that came off the bike. However, I decided it was just a little too short. I have a certain vision for the look of the bike, and I wanted the top of the fender to be roughly aligned with the rear axle.
The original fender did not wrap around down the bottom frame rails of the hard tail. So, I was off to find a fender for the CL100. Since the build is supposed to be done as cheaply as possible, I settled on a trailer fender that would have to be cut down and re-welded to make it the right width.
To decide the width and diameter of the fender, I purchased and mounted the tire I wanted to use. The stock CL100 wheel is 17" and there are not a lot of choices out there for 17" tires that look kinda retro. I decided to go with a more common duel sport tire that would match the existing front tire. When I build a springer front end, I will widen and maybe get a new tire and wheel, someday.
After getting the tire mounted, I could then measure the width of the tire and line up how the fender and tire would be assembled to the frame. Cross tubes were added to the frame rails to mount the fender to, as shown below.
Top cross tube with mounting lugs turned from 3/4" round stock. The lugs are threaded and holes drilled in the fender to mount the lugs on before welding to the frame.
The lugs are then tack welded to the frame after the fender is lined up with the tire. The fender width was chosen to avoid the chain. This allowed the fender to stay in one piece with out any notches for chain clearance.
The fender is made of thin enough metal that there will need to be additional support at the ends of the fender. I decided to use 3/8" round bar to support the fender. To do this, threaded tabs needed to be added to the frame. Along with tabs on the frame, threaded bosses must be added to the fender. The general arrangement of the fender supports was borrowed from a friend of mine.
My TIG welding abilities still leave something to be desired, but I will get things all welded out and ground down ready for paint.
The next step is to provide a mounting point for the fuel tank and seat. The design and mount up the seat before tackling what to do with the fuel tank. It needs some TLC to get it back to stock and I think I want to add a visual fuel gauge(brass 90s and clear tubing).
Until next time, keep chopping........